Extrusion*:
Depuis Archimède la vis sans fin a été réinventée pour être adaptée à tous les polymères et aux matières premières pour les mélanges avec renforts.
Les extrudeuses mono vis ont essentiellement une fonction de transport et des capacités de mélange limitées même si des éléments facilitant la dispersion peuvent être incorporés.
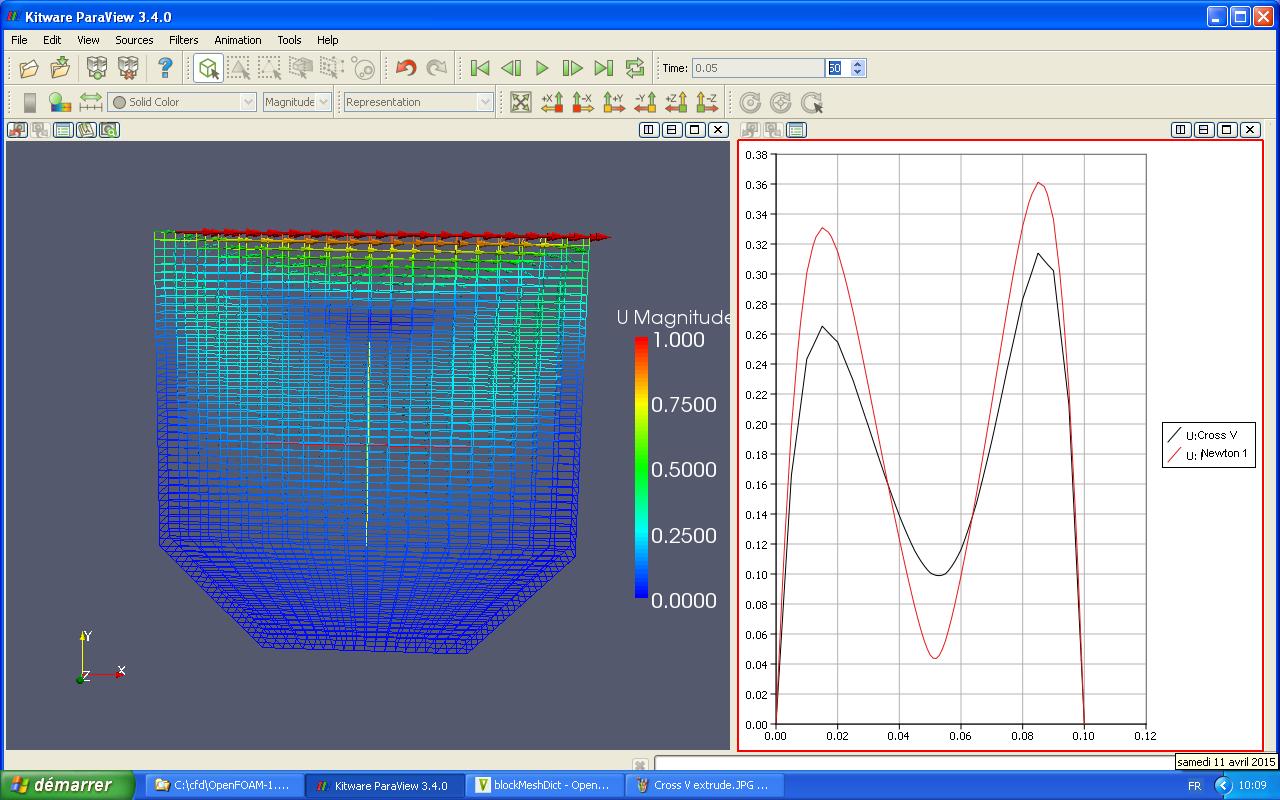
Cidessous une comparaison par simulation de l'écoulement dans la section d'un extrudeur monovis entre un fluide newtonien et un fluide selon le modelede Cross. Faites dérouler le diaporama. La vitesse de surface est de 1m2/s, la viscosité cinématique est de 0.01 m2/s, la section est de 10cmx10cm. Les vitesses absolues sont comparées sur un lignes 2,5 cm sous la surface mobile. La première simulation est prise comme référence.
Les simulations sont
réalisées avec openFoam designer
v1.5.
Si vous etes interessé de savoir ce qui se passerait avec un polymère viscoélastique ou un nanocomposite contactez-moi*.


Les extrudeuses bi vis sont les plus courantes
pour
les mélanges. La modularité des éléments
constitutifs des vis permet une grande
flexibilité
dans la formulation des mélanges et la mise en œuvre de
réactions.
Les vis peuvent être en configuration auto
nettoyantes ou avec un espace
limitant la destruction des
renforts lors de l’usage de fibres longues. Elles
peuvent fonctionner en mode co-rotation ou
rotation inversée. Le transport dans
le
second cas s’effectue par déplacement positif de la matière dans
des
cellules définies par la forme des
canaux alors que dans le premier cas il s’effectue par
un écoulement de type
Couette. L’une ou l’autre
configuration est plus ou moins bien adaptée en
fonction des
matériaux mis en œuvre et les temps de résidence nécessaires
pour
obtenir la qualité finale.
Des « accessoires » viennent se
greffer
sur les extrudeuses pour l’alimenter dans le cas
de mélanges réactifs ou non et
pour réguler
l’écoulement par pompes à engrenages ou combinaisons
d’extrudeuses
de types différents.
L’extrusion par piston est aussi pratiquée dans
de
matières premières déjà mélangées et difficiles
à mettre en forme ou
nécessitant un écoulement très
régulier mais est un procédé discontinu.
Co-extrusion:
Elle permet d’assembler de façon continue
des
matières aux propriétés différentes par exemple
pour réaliser des films ou
emballages avec de propriétés de
barrière renforcées vis-à-vis de l’oxygène de
l’air. Elle
est aussi utilisée pour réaliser des produits techniques aux
propriétés composites (nanofibres conductrices,
nanotextiles,…). Celle-ci fait
appel à
plusieurs extrudeuses alimentant la tête avec les différents
matériaux
entrant dans la composition.
Calandrage*:
Utilisé en aval d’un équipement
l’alimentant en
matériau (par exemple extrudeuse)
il permet de rectifier la forme, l’épaisseur,
ou conférer
une orientation au matériau de façon rapide et efficace.
Pultrusion:
Procédé performant essentiellement utilisé dans la production de câbles, tuyaux renforcés dans lequel une âme est tirée au travers la tête de l’extrudeuse pour l’enrober d’un matériau protecteur ou fonctionnel.
Extrusion soufflage:
Procédé
adapté pour la
production de produits creux comme les flacons, bouteilles,
réservoirs, …
Les procédés d’injection*:
Injection*, injection assistée par gaz,
injection
réactive dans le cas de résines
thermodurcissables.
Impression,
prototypage, fabrication 3D*:
Optimisation de la qualité et de
la vitesse d'impression des pièces grâce à la connaissance des
propriétés physico-chimiques des polymères fondus en relation avec
la distribution de leur poids moléculaire et de leur
structure.
